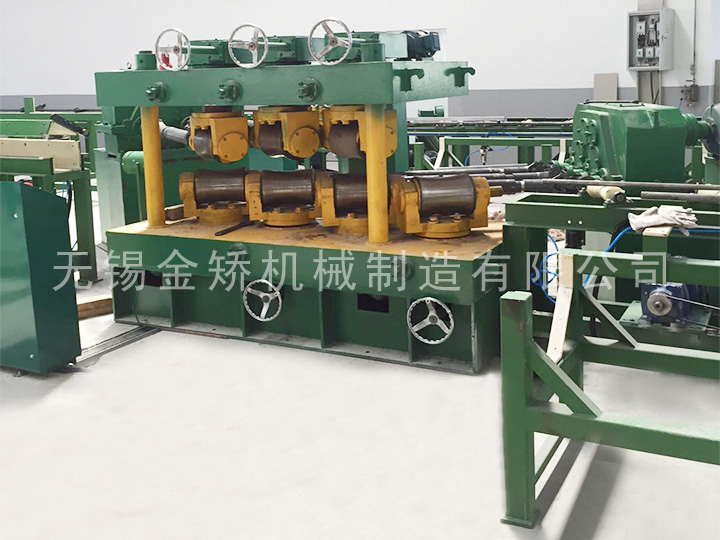
立式二輥矯直機
當立式二輥矯直機對型鋼進行矯直的時候,如果出現左右彎曲的話���,我們還可以稱之為側彎,而導致型鋼出現側彎是主要因素有三點:
一����、由于軋機兩側的下壓量出現不同,導致來料的一側在延伸率上比另外一側大���,終直接導致兩側翼緣在厚度上出現不一致�,因為軋輥在兩側的磨削量上出現不同�,而我們在進行軋制的時候,兩側在延伸率上嚴重不同��,造成延伸率較大的一側出現腿薄����,而延伸率比較小的腿較厚����,那么在矯直的過程中,如果是同等受力的話���,肯定會出現側彎的現象�。
二�、來料在進行冷卻的時候,冷床的長度在方向上存在較大的溫差���,而空氣則回在冷床的底部形成自下往上��,自北向南的循環(huán)過程�����,終導致扎件出現嚴重的彎曲情況��。
三�、矯直后的彎曲,主要是由于軸向的零位出現不標準��,導致立輥在壓力上太大�����,或者是太小而終導致彎曲的出現���。










 蘇公網安備 32021402001987號
蘇公網安備 32021402001987號